Pneumatic Actuators in Chemical Processing
Introduction
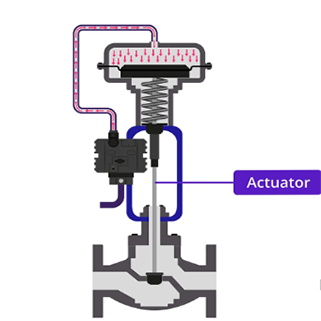
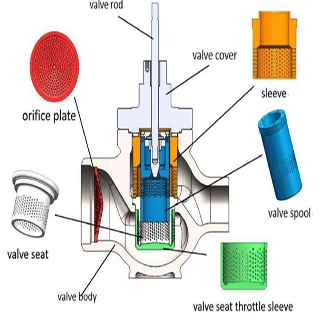
Pneumatic actuators have become indispensable components in chemical processing facilities due to their intrinsic safety, durability, and precise control capabilities. These devices convert compressed air energy into mechanical motion to operate valves, dampers, and other flow control elements in corrosive and explosive environments.
Key Advantages
-
Explosion-Proof Design:
Unlike electric actuators, pneumatic systems eliminate spark risks - a critical requirement in areas with flammable vapors or combustible dust (ATEX/IECEx certified models available). -
Corrosion Resistance:
Stainless steel/aluminum housings with PTFE seals withstand aggressive chemicals like acids, caustics, and solvents. -
Fail-Safe Operation:
Spring-return configurations automatically move valves to safe positions during air supply failure.
Application Scenarios
-
Batch Processing: Precise quarter-turn actuators for reactor feed valves
-
Continuous Flow Systems: Linear actuators modulating control valves in pipelines
-
Safety Shutdown Systems: High-speed actuators for emergency isolation
Selection Criteria
Factor: Consideration
Torque/Thrust: Match valve requirements with 25% safety margin
Speed: Adjust via air regulators (typical: 2 - 120 sec/90°)
Environment: IP66/IP67 ratings for washdown areas
Maintenance Best Practices
-
Monthly: Inspect air filters and lubricators
-
Quarterly: Check diaphragm/cylinder seals
-
Annually: Calibrate positioners and test fail-safe functions
Future Trends
Smart pneumatic actuators with IIoT connectivity are emerging, enabling predictive maintenance through pressure and cycle monitoring.
Conclusion
With proper selection and maintenance, pneumatic actuator deliver decades of trouble-free service in chemical plants, combining safety with operational excellence.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com