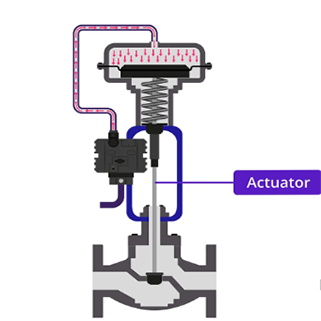
The multifunctional ball valve pneumatic
actuator has emerged as a revolutionary solution in fluid control systems,
catering to an extensive range of industrial applications. Its design is
engineered to adapt to the diverse needs of different tasks, making it a highly
sought - after component.
In the food and beverage industry, this
actuator ensures hygienic operations. It can be precisely adjusted to control
the flow of liquids like milk, juices, or syrups with extreme accuracy. Its
materials are chosen to meet strict food - grade standards, preventing any
contamination risks. For instance, the use of stainless - steel components
resistant to corrosion from acidic or alkaline food products guarantees long -
term, safe use.
In chemical plants, the actuator's
versatility shines. It can handle both highly corrosive chemicals and high -
pressure fluids. With different types of ball valves it can operate, such as
floating ball valves for bi - directional flow control or trunnion - mounted
ball valves for high - stress environments, it offers a wide range of options.
The actuator can be configured to work in on - off modes for emergency shut -
offs or in modulating modes for continuous, precise flow regulation during
chemical reactions.
Moreover, in water treatment facilities, it
plays a crucial role. Whether it's controlling the flow of raw water intake,
regulating the addition of treatment chemicals, or managing the discharge of
treated water, the multifunctional ball valve pneumatic actuator can be easily
adjusted to meet the changing requirements of the treatment process. Its
ability to operate in different environmental conditions, from humid treatment
plants to outdoor pipelines, makes it an essential part of ensuring clean water
supply.
In conclusion, this actuator's adaptability
across industries and tasks makes it an invaluable asset in modern fluid
control systems.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com