1. Introduction
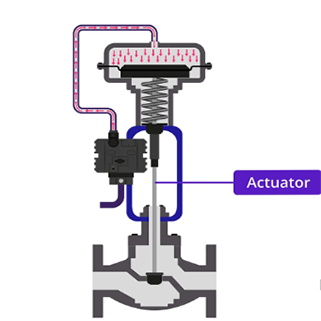
Pneumatic rotary actuator are critical for valve automation in oil and gas operations, where extreme pressures, corrosive environments, and explosive atmospheres demand ruggedized solutions. Heavy-duty designs prioritize durability, safety (ATEX/IECEx compliance), and high torque output to handle large-scale pipelines, wellheads, and refining equipment.
2. Key Design Features
2.1 Robust Construction
-
Materials: Stainless steel (316L) or anodized aluminum housings resist H₂S, saltwater, and acidic fluids.
-
Sealing: Triple-lip seals and PTFE coatings prevent leakage in high-pressure (up to 150 psi) and high-temperature (‑40°C to +150°C) conditions.
2.2 Performance Specifications
-
Torque Range: 500–15,000 Nm for quarter-turn (90°) or multi-turn valves.
-
Fail-Safe Modes: Spring-return (for emergency shutoff) or double-acting configurations.
-
Cycle Life: ≥1 million cycles with minimal maintenance.
2.3 Safety Certifications
-
ATEX/IECEx Zone 1/2 (gas) and Zone 21/22 (dust).
-
SIL 2/3 (Safety Integrity Level) for critical shutdown systems.
3. Industry Applications
-
Upstream: Wellhead control, choke valves.
-
Midstream: Pipeline block valves, compressor stations.
-
Downstream: Refinery process valves, flare systems.
4. Selection Guidelines
-
Prioritize actuators with ISO 5211 mounting pads for valve compatibility.
-
Opt for IP66/IP67 ratings in offshore/splash zones.
-
Consider smart positioners (with IoT connectivity) for remote monitoring.
5. Conclusion
Heavy-duty pneumatic rotary actuators ensure reliable, explosion-proof motion control in oil and gas operations. Their design balances mechanical strength with regulatory compliance, reducing downtime in critical infrastructure.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com