Check Valve Benefits in Pneumatic Actuators
Enhancing reliability and performance in industrial applications
Preventing Backflow & Leakage
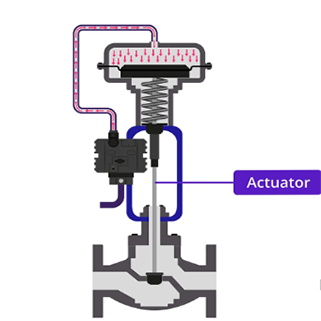
Poppet/ball check valves maintain cylinder pressure by blocking reverse flow when pressure drops, ensuring consistent spring return force despite supply fluctuations or downstream leaks.
Faster Spring Return
Isolating actuators from exhaust restrictions enables ≤0.1s diaphragm retraction in fail-safe applications like emergency valve closures.
Critical for meeting API 6D response time requirements in oil/gas systems.
Air Trapping for Extended Operation
In battery-powered tools, trapped air sustains 5-10 cycles after supply disconnection, improving system redundancy.
Protection Against Water Hammer
Prevents pressure surges from rapid closures, extending seal/spring life by 30% in high-cycle packaging machinery.
Simplified Circuit Design
Eliminates need for complex pilot valves, reducing failure points while complying with ISO 15552 reliability standards.
Key Advantages Summary
Check valves ensure consistent pressure maintenance, rapid emergency response (≤0.1s), and component protection - critical for industrial, safety, and mobile applications.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com