Pneumatic Butterfly Valve Actuators in Vacuum Systems
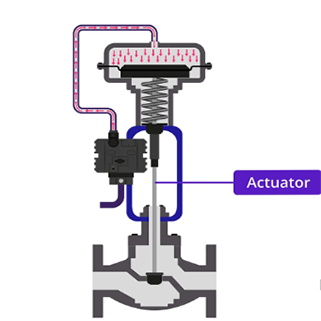
A pneumatic butterfly valve actuator can function in vacuum systems but requires specific design adaptations to ensure reliability. Standard actuators may struggle in low-pressure environments (below atmospheric pressure) due to two key challenges: air supply stability and internal pressure differentials.
Key Design Considerations
Air Supply & Sealing
The actuator's operation depends on compressed air, which remains viable in vacuums as long as the supply line is sealed and pressurized independently. However, vacuum conditions can amplify leaks in poorly sealed components.
- Use vacuum-rated seals (e.g., Viton or PTFE)
- Install reinforced gaskets to prevent air loss
- Ensure proper valve stem sealing
Structural Integrity
Atmospheric pressure outside the actuator can create external forces on its housing when the system is under vacuum, potentially distorting components.
- Use stainless steel or high-strength aluminum casings
- Prefer spring-return actuators over double-acting models
- Include pressure-compensating vents
Common Applications
These specialized actuators are frequently used in:
- Industrial vacuum chambers
- Food processing (vacuum packaging systems)
- Semiconductor manufacturing
- Pharmaceutical production
These units undergo rigorous testing to meet vacuum standards like ISO 10628.
While not all standard actuators work in vacuums, properly engineered versions with sealed designs and robust materials operate effectively in such demanding environments.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com