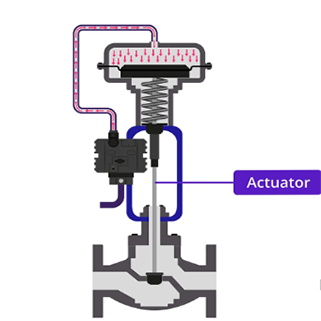
Double-Acting Pneumatic Actuators
Widely used across industries requiring reliable, high-performance valve control. Their ability to generate force in both directions via compressed air makes them versatile for diverse operational demands.
Oil and Gas
- Critical for regulating flow in pipelines, refineries, and offshore platforms
- Control gate valves and ball valves in crude oil transfer
- Ensure precise shut-off and flow adjustment during drilling
Chemical Processing
- Ideal for handling aggressive media in mixing tanks
- Corrosion-resistant variants with stainless steel components
- Withstand acids, solvents, and high temperatures
Water Treatment
- Used in filtration systems and pumping stations
- Operate butterfly valves to manage water flow
- Support purification and distribution networks
Manufacturing
- Integral to assembly lines and packaging machinery
- Actuate conveyor diverters and clamp systems
- Enable rapid, repetitive movements in production
Food and Beverage
- Sanitary-grade actuators with FDA-approved seals
- Control valves in bottling lines and pasteurization
- Meet strict hygiene standards for food safety
Power Generation
- Regulate steam and cooling water flow
- Adjust damper valves in boilers
- Ensure efficient energy production
Key Advantages:
Their durability, fast response, and compatibility with standard pneumatic systems make them indispensable in these sectors, balancing performance with cost-effectiveness.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com