A motorized ball valve is an automated flow-control device widely used in modern industrial, commercial, and residential systems. Driven by an electric actuator, the motorized ball valve allows precise open/close control without manual intervention, making it ideal for applications that require remote operation, fast response, and high reliability. With advancements in automation and smart control, motorized ball valves have become essential components in HVAC systems, water treatment facilities, industrial automation, and fluid handling processes.

What Is a Motorized Ball Valve?
A motorized ball valve is a type of ball valve paired with an electric actuator. The actuator rotates the valve’s internal ball—typically 90 degrees—to open or close the flow path. Unlike manual ball valves, motorized models provide automated control, supported by electrical signals or integrated control systems.
Main Components
-
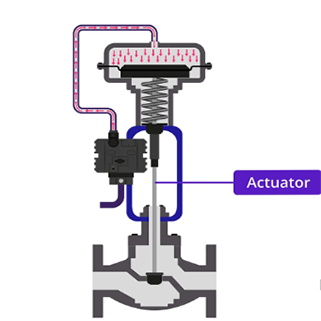
Electric actuator (AC/DC motor, gearbox, control circuitry)
-
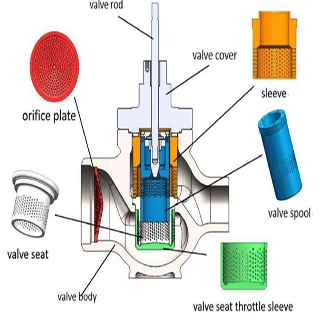
Ball valve body (brass, stainless steel, PVC)
-
Sealing seats (PTFE or other high-performance materials)
-
Connection ends (threaded, flanged, welded)
How a Motorized Ball Valve Works
The electric actuator receives a control signal (ON/OFF, modulating, or proportional). The internal motor then drives the gears, rotating the ball to the required position.
Motorized ball valves may offer:
-
Two-way ON/OFF operation
-
Three-way flow diversion
-
Proportional (modulating) control for precise flow adjustment
-
Fail-safe options such as spring-return or battery-backup actuators
This automation eliminates manual operations and enhances efficiency in complex fluid systems.
Advantages of Motorized Ball Valves
1. Automated Operation
Motorized ball valves can be controlled remotely or integrated with PLCs, IoT devices, and building automation systems.
2. Energy Efficient
Once the valve reaches its position, most electric actuators consume very little power, making them ideal for long-term use.
3. High Reliability & Tight Shut-Off
The ball design ensures minimal leakage, making motorized ball valves suitable for critical applications.
4. Wide Material Options
Available in stainless steel, brass, PVC, and CPVC, suitable for water, air, oil, chemicals, and corrosive fluids.
5. Easy Integration
Compatible with 12V, 24V, and 220V power supplies and standard signal types (4–20mA, 0–10V).
Common Applications of Motorized Ball Valves
Industrial Automation
Used to precisely control process fluids in manufacturing, chemical plants, and system automation.
HVAC Systems
Motorized ball valves regulate hot and chilled water flow, improving energy efficiency in heating and cooling operations.
Water Treatment
Handles clean and corrosive water streams, commonly used in filtration, dosing, and distribution systems.
Agriculture & Irrigation
Enables remote irrigation control, smart farming, and automated watering systems.
Home Automation & Smart Devices
Increasingly used in leak detection systems, smart plumbing, and home automation projects.
How to Choose the Right Motorized Ball Valve
When selecting a motorized ball valve, consider:
1. Valve Size and Flow Requirements
Determine the required flow capacity (Cv value), pressure rating, and pipe connection size.
2. Material Compatibility
-
Stainless steel for chemicals, high pressure, or high temperature
-
Brass for general water and air applications
-
PVC for corrosive or low-pressure environments
3. Type of Electric Actuator
-
ON/OFF
-
Modulating (0–10V / 4–20mA)
-
Fail-safe spring return
4. Operating Voltage
Choose based on system requirements:
12V DC, 24V AC/DC, or 220V AC.
5. Environmental Conditions
Consider humidity, temperature, explosion-proof requirements, and IP protection rating.
Why Motorized Ball Valves Are Preferred in Modern Systems
Motorized ball valves offer a combination of automation, reliability, and energy efficiency. As smart control technology continues to expand, industries increasingly rely on these valves to achieve higher accuracy, improved safety, and optimized system performance. Their ability to integrate with advanced monitoring and control platforms makes them a preferred choice for both small-scale and industrial applications.
Conclusion
A motorized ball valve is an essential automated solution for controlling fluid flow in a wide range of applications. With benefits such as remote operation, tight shut-off capability, and compatibility with modern control systems, these valves significantly improve system efficiency and reliability. Whether used in HVAC, industrial automation, agriculture, or water systems, motorized ball valves provide consistent and dependable performance.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com