Introduction
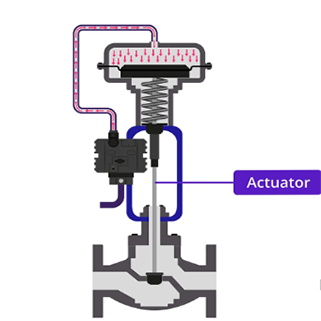
Food and beverage manufacturers operate in an environment where hygiene, efficiency, and product safety are paramount. A pneumatic actuator for food processing is specifically designed to automate valves under sanitary conditions, ensuring consistent performance while meeting industry standards such as FDA, EHEDG, and 3-A. This article explores how pneumatic actuators support food processing operations, their key features, and best practices for selecting the right actuator.
Why Pneumatic Actuators Are Used in Food Processing
Pneumatic actuators are ideal for food and beverage applications because they:
-
Eliminate Contamination Risks: Unlike hydraulic actuators, they use compressed air instead of oil.
-
Ensure Safety: Spark-free and explosion-proof, suitable for sensitive production zones.
-
Offer High Reliability: Provide consistent torque output with minimal failure.
-
Support Hygiene Standards: Available in stainless steel and smooth-surface designs for easy cleaning.
Applications in Food Processing
-
Dairy Industry: Automating valves in pasteurization, fermentation, and filling systems.
-
Beverage Production: Ensuring precise flow control in bottling and mixing operations.
-
Meat & Poultry Processing: Operating valves in high-pressure washdown and steam sterilization systems.
-
Baking & Confectionery: Managing ingredient dosing and air handling in ovens and mixers.
-
CIP & SIP Systems: Facilitating cleaning-in-place and sterilization-in-place processes.
Key Features of Pneumatic Actuators for Food Processing
-
Stainless Steel Construction (316L): Corrosion-resistant and compliant with sanitary regulations.
-
Hygienic Design: Smooth and polished surfaces prevent bacterial growth.
-
Washdown-Ready Sealing: Designed to withstand high-pressure cleaning.
-
ISO 5211 Mounting Standard: Easy integration with sanitary ball valves, butterfly valves, and diaphragm valves.
-
Spring-Return and Double-Acting Options: Flexibility for fail-safe or continuous operation.
-
Position Feedback and Control Modules: Allow integration with automation systems for precise monitoring.
Benefits for the Food Processing Industry
-
Product Safety: Prevents contamination and ensures compliance with global food safety standards.
-
Energy Efficiency: Optimized for reduced compressed air consumption.
-
Reduced Downtime: Durable actuators minimize maintenance and replacement frequency.
-
Improved Process Accuracy: Ensures consistent dosing, mixing, and flow regulation.
-
Regulatory Compliance: Meets FDA, EHEDG, and 3-A sanitary requirements.
How to Select the Right Pneumatic Actuator for Food Applications
When choosing a pneumatic actuator for food processing, consider:
-
Material Certifications: Stainless steel 316L with FDA-approved seals.
-
Surface Finish: Electropolished surfaces for easy cleaning.
-
Environmental Resistance: Ability to withstand washdowns, humidity, and temperature variations.
-
Automation Compatibility: Ensure it can connect with PLCs, SCADA, or smart sensors.
-
Maintenance Requirements: Choose actuators with easy disassembly for inspection and servicing.
Conclusion
A pneumatic actuator for food processing is more than just a motion device—it is a critical component for safe, hygienic, and efficient food production. By selecting stainless steel, hygienically designed actuators with proper certifications, food manufacturers can ensure compliance, improve reliability, and protect product integrity.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com