Introduction
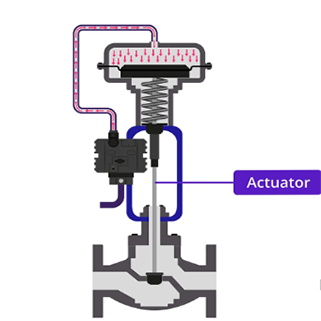
In the highly regulated pharmaceutical sector, equipment must meet strict standards for hygiene, accuracy, and operational safety. A pneumatic actuator for pharmaceutical industry applications is designed to deliver reliable automation of valves and process systems, ensuring compliance with industry regulations such as GMP (Good Manufacturing Practices) and FDA requirements. This article explores the role, benefits, and selection criteria of pneumatic actuators in pharmaceutical manufacturing.
Why Pneumatic Actuators Are Essential in Pharmaceuticals
Pharmaceutical production involves precise control of fluids, gases, and steam under hygienic conditions. Pneumatic actuators offer significant advantages:
-
Clean Operation: Air-driven actuation avoids contamination risks from hydraulic oils or electrical sparks.
-
High Reliability: Pneumatics provide consistent torque output and fail-safe options.
-
Compliance Ready: Many actuators are manufactured from stainless steel or corrosion-resistant materials suitable for cleanroom environments.
-
Safety: Explosion-proof design makes them ideal for sensitive production zones.
Applications of Pneumatic Actuators in the Pharmaceutical Industry
-
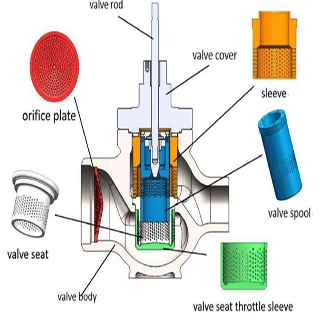
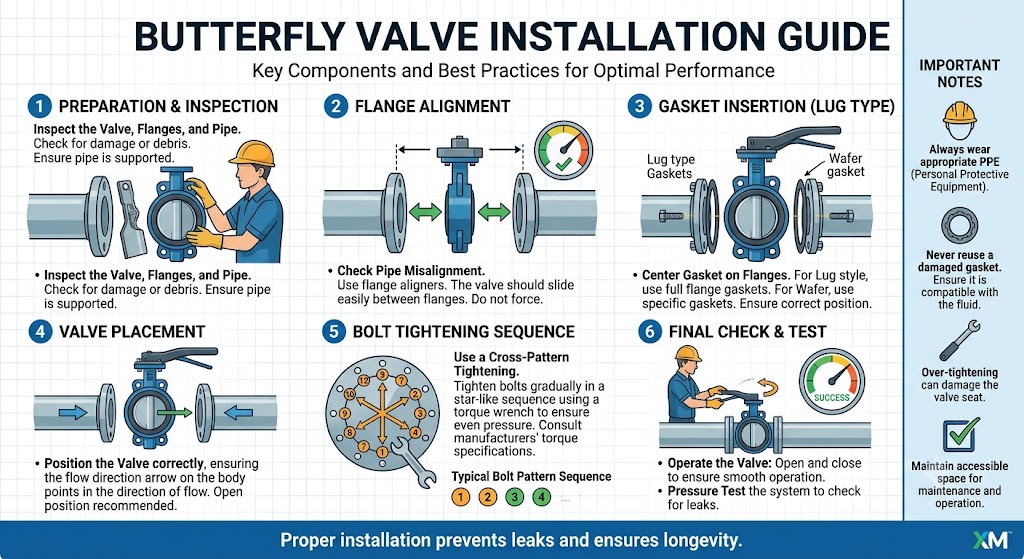
Sterile Valve Automation – Controlling butterfly valves, ball valves, and diaphragm valves in sterile water systems (WFI, PW).
-
Clean-in-Place (CIP) and Steam-in-Place (SIP) – Automating valves in cleaning and sterilization processes.
-
Bioreactors and Fermentation Tanks – Ensuring accurate airflow and nutrient supply control.
-
Powder Handling Systems – Safely operating isolation valves in powder transfer systems.
-
Packaging Lines – Enabling precise motion control in automated filling and sealing equipment.
Key Features of Pneumatic Actuators for Pharma
-
Stainless Steel Housing: Resistant to corrosion and easy to sanitize.
-
Compact & Hygienic Design: Smooth surfaces prevent microbial growth.
-
ISO 5211 Mounting Interface: Simplifies integration with different valve types.
-
Double-Acting & Spring-Return Options: For reliable control and fail-safe operation.
-
Position Feedback: Supports advanced automation with sensors and control systems.
Benefits for the Pharmaceutical Industry
-
Enhanced Hygiene: No risk of lubricant leakage into process media.
-
Precision Control: Ensures accurate dosing and flow regulation.
-
Reduced Downtime: Durable design lowers maintenance frequency.
-
Regulatory Compliance: Meets FDA, GMP, and cleanroom requirements.
-
Energy Efficiency: Optimized air consumption for cost-effective operation.
How to Choose the Right Pneumatic Actuator for Pharma Applications
When selecting a pneumatic actuator for pharmaceutical industry use, consider:
-
Material Certification: Stainless steel 316L is preferred for hygienic environments.
-
Surface Finish: Polished or electropolished for easy cleaning.
-
Operating Pressure Range: Must match plant air supply (commonly 5–8 bar).
-
Automation Compatibility: Ensure integration with PLC and control systems.
-
Maintenance Access: Easy-to-service actuators reduce downtime in sterile areas.
Conclusion
A pneumatic actuator for pharmaceutical industry applications ensures reliable, hygienic, and precise valve automation in critical processes. By choosing high-quality stainless steel actuators designed for sterile conditions, pharmaceutical manufacturers can achieve compliance, safety, and efficiency. Investing in the right actuator not only enhances process reliability but also safeguards product quality and patient safety.
If you want to learn more about low-priced products, please visit the following website: www.xm-valveactuator.com